Warmgewalste naadloze stalen buis met laag koolstofgehalte
Warmgewalste naadloze stalen buizen worden over het algemeen geproduceerd op automatische buiswalseenheden. De massieve knuppel wordt geïnspecteerd en ontdaan van oppervlaktedefecten, op de vereiste lengte gesneden, gecentreerd op het doorboorde eindvlak van de knuppel en vervolgens naar een verwarmingsoven gestuurd om te worden verwarmd en doorboord op een doorsteekmachine. In de doorboring die tegelijkertijd constant roteert en naar voren draait, onder invloed van de rol en de bovenkop, wordt geleidelijk de interne holte van de knuppel gevormd, bekend als de ruwe pijp. Vervolgens naar de automatische rolmachine gestuurd om door te gaan met rollen. Ten slotte wordt de wanddikte geëgaliseerd door de egalisatiemachine en wordt de diameter door de maatmachine ingesteld om aan de specificaties te voldoen. Het gebruik van een continue buiswalseenheid om warmgewalste naadloze stalen buizen te produceren is een geavanceerdere methode.
Het warmgewalste naadloze stalen buisproces omvat hoofdzakelijk de volgende stappen:
Verwarming: De knuppel wordt verwarmd tot een hoge temperatuur (meestal 1100°C-1250°C) om hem zacht te maken voor daaropvolgende verwerking.
Doorboren: Een doordringmachine wordt gebruikt om een gat in het midden van de verwarmde knuppel te ponsen om een buisvormige holle knuppel te vormen.
Uitbreiding: Verdere vervorming van de geperforeerde knuppel door extrusie of walsen om de binnen- en buitendiameters te vergroten.
Afwerking: Het rechttrekken van buizen na afkoeling om uniformiteit in buitendiameter en wanddikte te garanderen en oppervlaktedefecten te verwijderen.
Warmtebehandeling: Warmtebehandeling wordt indien nodig uitgevoerd om de mechanische eigenschappen van de buis te verbeteren.
Inspectie: Zorg ervoor dat de kwaliteit van de buis aan de norm voldoet door middel van verschillende inspectiemethoden, zoals ultrasone inspectie en druktest.
Oppervlaktebehandeling: anticorrosieve behandeling op het oppervlak van stalen buizen, zoals schilderen of galvaniseren.
Warmgewalste naadloze stalen buis met laag koolstofgehalte verwijst naar een koolstofstalen buis gemaakt door koudtrekken en knuppelproductie met behulp van stalen grondstoffen, gevolgd door precisiesmeedwerk en strak vormend smeden, zonder lasverbindingen op het oppervlak.
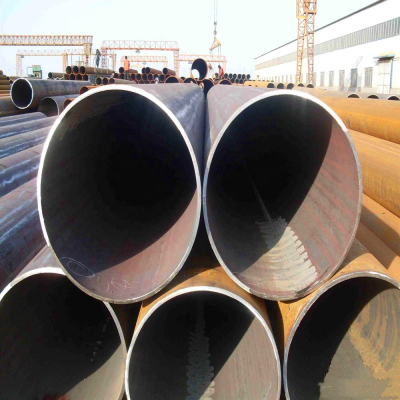
Warmgewalste naadloze stalen buizen zijn een soort stalen buizen met hoge sterkte en uitstekende corrosieweerstand, die veel worden gebruikt in allerlei industriële en bouwprojecten. Het product wordt gemaakt door de stalen knuppel tot een hoge temperatuur te verwarmen en vervolgens de buis te vormen door walsen of extruderen, wat wordt voltooid door koel- en richtprocessen.
Constructie: voor staalconstructies, bruggen en gebouwondersteuningssystemen.
Werktuigbouwkunde: voor de vervaardiging van mechanische componenten, structurele onderdelen en zwaar materieel.
Technische parameters:
Materiaal: Q345B, 20#, 45# en andere staalsoorten.
Buitendiameterbereik: 21,3 mm - 630 mm
Wanddiktebereik: 2 mm - 40 mm
Lengte: conventioneel 6m - 12m, kan worden aangepast aan de vraag
Standaard: GB/T 8162-2008, GB/T 8163-2018, enz.
Verpakking en levering:
Warmgewalste naadloze stalen buizen worden meestal in bundels of bulk vervoerd, de specifieke verpakking kan worden aangepast aan de eisen van de klant. De levertijd is afhankelijk van de bestelhoeveelheid en het productieplan, doorgaans binnen de aangegeven tijd na ondertekening van het contract.
Voor gedetailleerde vragen of bestellingen kunt u contact opnemen met ons verkoopteam. Wij bieden u graag professionele service en ondersteuning.